

- By Admin
- admin
-
 Construct Ion
Construct Ion
-
 0 Comments
0 Comments
- News
- 5998
Case Introduction - TVR Four-Effect Falling Film Evaporation System for NaOH Concentration
The TVR four-effect falling film evaporation system for NaOH concentration delivers efficient and energy-saving alkali concentration solutions. Utilizing thermal vapor recompression technology with steam consumption as low as 0.28t steam per ton of water, this industrial caustic soda concentrator achieves NaOH concentration from 105g/L to ≥450g/L. Ideal for chemical production, pulp & paper, and textile industries. Features stable operation, fully automated control, and low maintenance costs.
Case Introduction template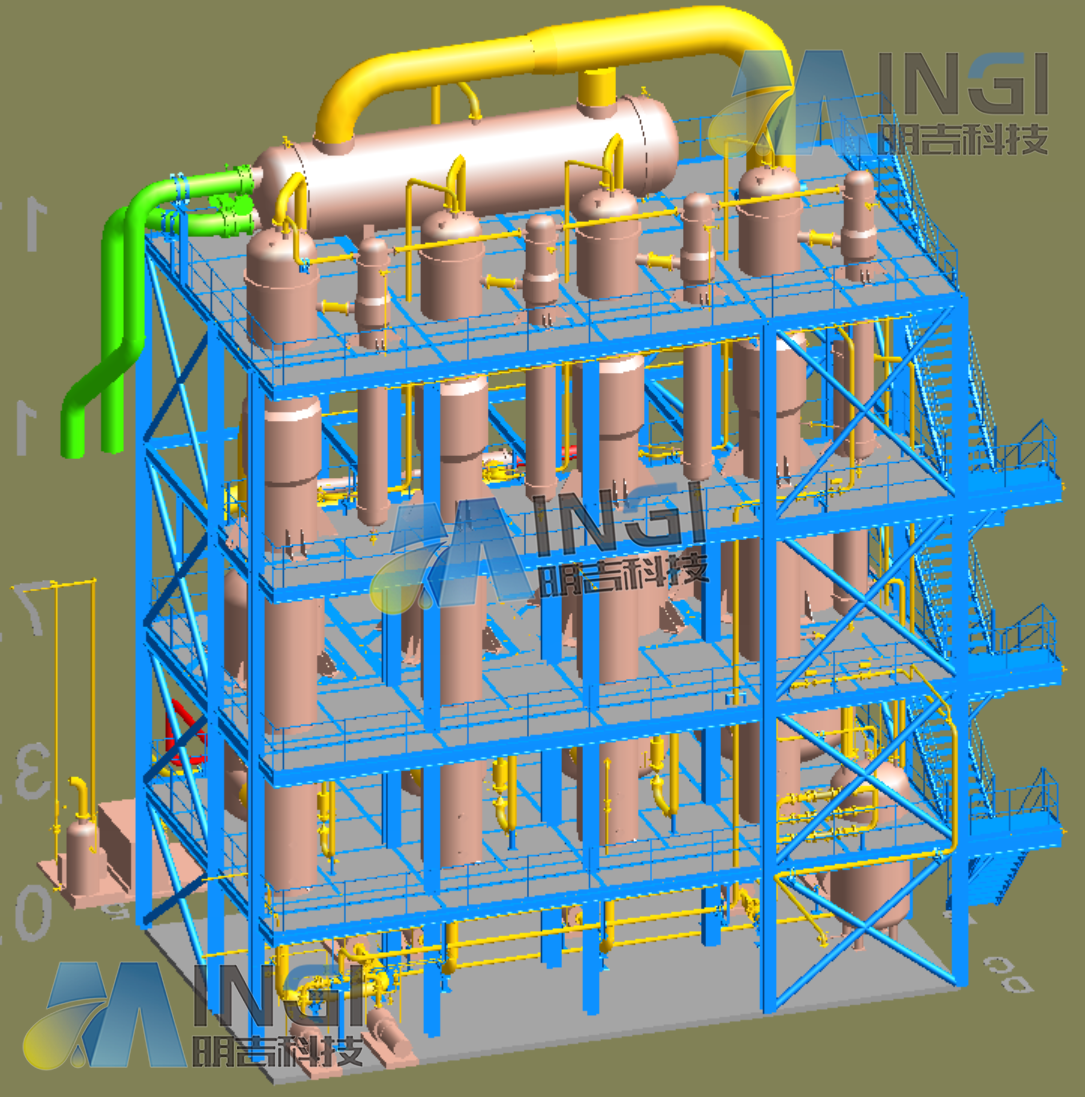
Basic Project Information
Project Name: _ Hebei Sanyou Yuanda Cellulose Co., LTD. __
Client industry: Chemical production
Customer requirement: Build a new NaOH concentration production line
Equipment selection: __TVR four-effect falling film evaporation, evaporation capacity 69t/h__ (e.g. Forced circulation MVR evaporator, 2t/h evaporation capacity)
Project duration: ____4 months ______ commissioning time: _november 2025 _________
Background and pain points
Project Background: ____ users produce a 2000m³/d solution containing 105g/L NaOH during the production process, which needs to be concentrated to 450g/L NaOH before being used in production, and distilled water is discharged ______
Customer pain point: ___ needs to return the low-concentration NaOH produced during the production process after evaporation and concentration to minimize energy consumption ______
Equipment configuration and technical solutions
Equipment configuration: _ TVR Four-effect Falling film Evaporation system provided by our company _ Main components: 4 falling film evaporators, 4 falling film separators, 5 preheaters, 1 condenser, 4 falling film circulation pumps, 1 vacuum pump, 1 automatic control system and ancillary equipment, the materials of the equipment are 316Ti, 304 stainless steel, 316L stainless steel, etc. according to different parts ________ (brief description of main equipment, auxiliary equipment and materials)
Technical principles: ___TVR (Thermal Vapor Recompression), or "thermal vapor recompression" technology, is essentially an energy-saving process that uses high-pressure steam as power to "recover and upgrade" the low-grade secondary steam produced by evaporation through a steam jet pump and send it back to the system as a heat source, thereby significantly reducing the consumption of fresh steam. The high-pressure fresh steam (power steam) from the boiler is accelerated through the nozzle of the jet pump to form a high-speed jet. The high-speed jet creates a strong negative pressure (vacuum effect) in the mixing chamber, "drawing in" the low-temperature, low-pressure secondary steam produced by the evaporator. The high-pressure steam and the low-pressure secondary steam exchange energy in the mixing chamber, and the pressure and temperature of the mixed steam are somewhere in between, but sufficient to meet the heating requirements. The mixed steam is sent into the heating chamber of the evaporator as a heat source to continue heating the material, achieving an internal circulation of thermal energy. The steam consumption of the multi-stage preheating TVR four-effect evaporation system designed and produced by our company is ≤0.28t of steam /t of water.
Customized adjustments: ___ ____ (tailored solutions to customer pain points)
Running effect
Treatment effect: __ The concentration of the obtained concentrated sodium hydroxide solution meets the customer 's requirements, reaching ≥450g/L, and the TDS of distilled water ≤100mg/L________ (example: purity of crystalline salt ≥97.5%, wastewater meets discharge standards)
Energy consumption performance: 0.28 tons of steam per ton of water during operation. _______ (example: 60% more energy-efficient than conventional equipment, 800 yuan more electricity per day)
Operational stability: _ multi-stage preheating TVR four-effect evaporation device operates continuously for _130 days from commissioning completion to the first overhaul, with one person on duty in the central control room and one person on site inspection ________ (example: continuous operation for 300 days without failure, 1-2 people on duty)
Customer benefits: __________ (quantitative + qualitative description, example: energy cost savings of 500,000 yuan per year)
Project Summary
__________ (summarize project highlights, equipment compatibility, and customer benefits)