

- By Admin
- 河北明吉化工科技有限公司
-
 Construct Ion
Construct Ion
-
 0 Comments
0 Comments
- News
- 1507
Case Introduction - Two-Stage DTB Vacuum Flash Crystallization for Potassium Nitrate Production
The two-stage DTB vacuum flash crystallization system for potassium nitrate (KNO3) production delivers 330t/d output with 80% of crystals reaching 0.5-1.5mm particle size and drying steam consumption reduced from 60kg to 35kg per ton of product. Unlike traditional tank crystallizers requiring 8 units of 80m³ each yet still failing to meet capacity, this DTB vacuum flash crystallizer uses vacuum flash cooling technology to maintain negative pressure, lower boiling points, and promote crystal precipitation. Features built-in draft tube and agitator for efficient circulation, baffle separation of clarification and crystallization zones to minimize fine crystal entrainment, and condenser for flash steam recovery. With feed at 90°C and crystallization at 0°C, the two-stage system first reduces temperature to ~40°C before further cooling. Fully automated PLC control eliminates manual supervision. Ideal for inorganic salt and nitrate fertilizer production.
Case Introduction template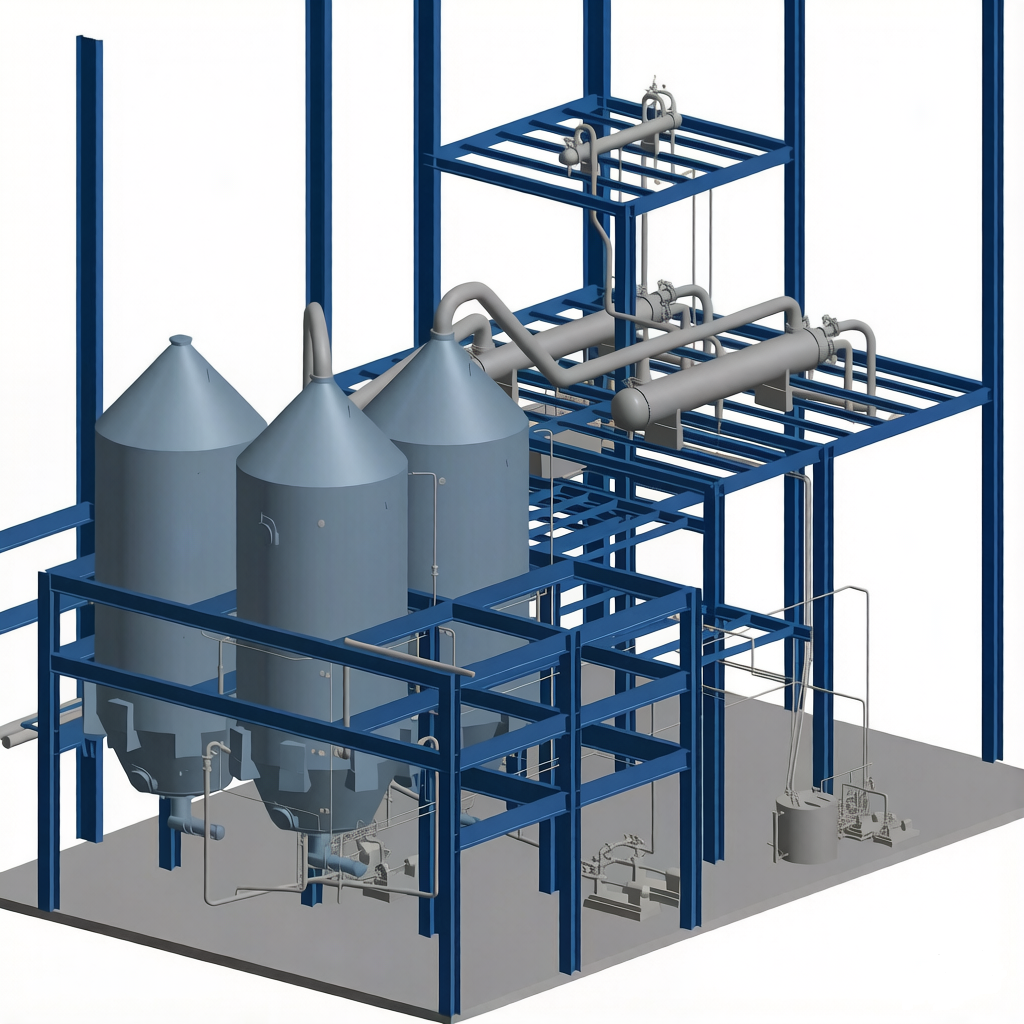
Basic Project Information
Project Name: _ Shanxi Dongjin Fertilizer Co., LTD. __ (
Customer industry: _ Inorganic salt production, nitrate fertilizer production ___
Customer demand: __100kt/a potassium nitrate production
Equipment selection: __ Two-stage DTB vacuum flash crystallization __ (e.g. Forced circulation MVR evaporator, 2t/h evaporation capacity)
Project duration: ____4 months ______ commissioning time: _march 2026 _________
Background and pain points
Project Background: ____ user uses tank crystallizers in the original potassium nitrate production process, 100kt/a output requires 8 80m³ crystallizers still cannot reach full production capacity, the proportion of potassium nitrate crystal particles produced is 0.1-0.5mm ~90, the energy consumption for drying is ~60kg steam per ton of product ______
Customer pain points: ___ capacity not meeting requirements, fine product particles, high energy consumption. ...
Equipment configuration and technical solutions
Equipment configuration: _ Two-stage DTB vacuum crystallization system provided by our company _ Main components: 2 DTB vacuum crystallizers, 2 condensers, 2 tail gas condensers, 1 set of automatic control system and auxiliary equipment, equipment material: 304 stainless steel ________ (brief description of main equipment, auxiliary equipment and materials)
Technical principle: By using vacuum flash cooling, the vacuum pump maintains negative pressure inside the crystallizer to lower the boiling point of the material and flash evaporation, releasing latent heat to achieve cooling, thereby forming supersaturation to promote crystal precipitation; The built-in deflector and agitator drive the efficient circulation of the material, the baffle separates the clarification zone from the crystallization zone to reduce the entrainment of fine crystals and ensure the stability of crystal growth, and the condenser recovers the flash steam for continuous operation.
Customized adjustment: ___ According to the production process requirements of potassium nitrate, the feed temperature is 90 ° C and the crystallization temperature is 0 ° c, our company uses two-stage DTB vacuum crystallization to reduce the temperature to ~40 ° c, and then continues to use other equipment for cooling _____ (targeted solution for customer pain points)
Operation effect
Treatment effect: __ output reached the designed output of 330t/d, crystalline particles 0.5-1.5mm≥80%, steam consumption for drying reduced to 35kg/t product ________ (example: crystalline salt purity ≥97.5%, wastewater discharged up to standard)
Energy consumption performance: ________ (example: 60% more energy-efficient than traditional equipment, saving 800 yuan in electricity fees per day)
Operational stability: _DTB vacuum continuous crystallizers do not require manual supervision and are controlled by PLC in the production process ________ (e.g., continuous operation for 300 days without failure, 1-2 people on duty)
Customer benefits: __________ (quantitative + qualitative description, example: energy cost savings of 500,000 yuan per year)
Project Summary
__________ (summarize project highlights, equipment compatibility, and customer benefits)