

- By Admin
- 河北明吉化工科技有限公司
-
 Construct Ion
Construct Ion
-
 0 Comments
0 Comments
- News
- 378
Case Introduction - OSLO Continuous Cooling Crystallizers for Cobalt Chloride & Cobalt Sulfate Production
The OSLO continuous cooling crystallizer delivers high-quality cobalt chloride (CoCl₂·6H₂O) and cobalt sulfate (CoSO₄·7H₂O) crystals with 85% of particles reaching 1.5-2.5mm and free moisture ≤1% after centrifugation. Unlike traditional batch tank crystallization which achieves only 50% qualification, the OSLO design separates supersaturation from crystal growth zones, enabling continuous operation, uniform large crystals, and significantly reduced energy consumption. With operating power of 72kw per unit and 150+ days continuous stable operation, this industrial cooling crystallizer is ideal for non-ferrous metals and inorganic salt production. Features automated control, low maintenance, and high labor efficiency.
Case Introduction template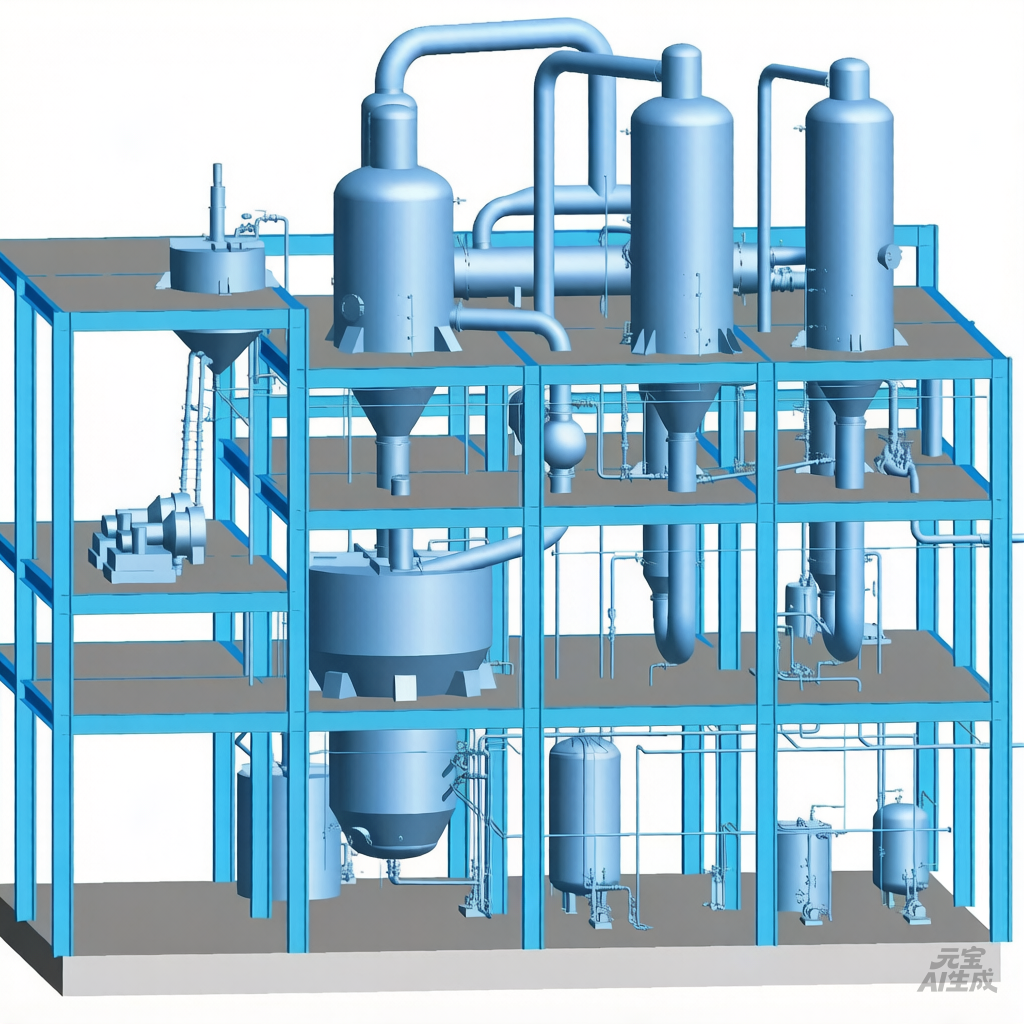
Basic Project Information
Project Name: _ Guangdong Jana Energy Technology Co., LTD. __ (
Customer industry: Production of non-ferrous metals and inorganic salts
Customer requirements: Two sets of Oslo crystallizers, producing 180MECo tons/month CoCl2.6H2O and 180MECo tons/month CoSO4.7H2O respectively, with crystalline particles ≥1.5mm not less than 75%
Equipment selection: Two sets of __OSLO continuous cooling crystallizers __ (e.g., forced circulation MVR evaporator, 2t/h evaporation capacity)
Project cycle: ____3.5 months ______ commissioning time: _september 2020 _________
Background and pain points
Project Background: ____ the user needs to produce cobalt chloride crystals and cobalt sulfate crystals, with a monthly output of 180 metal tons for each product ______
Customer pain point: ___ If the traditional batch tank crystallization equipment is used, the crystal particles obtained need to be sieved, only about 50% of the products are qualified, and the remaining unqualified particles need to be re-dissolved and re-crystallized, which consumes a lot of energy and has very low labor efficiency.
Equipment configuration and technical solutions
Equipment configuration: _ Oslo Continuous Cooling Crystallization equipment provided by our company _ Main components: 1 Oslo crystallizer, 3 heat exchangers, 3 circulating pumps, 1 automatic control system and ancillary equipment, materials of the equipment are titanium, 304 stainless steel, etc. according to different parts ________ (briefly describe the main equipment, auxiliary equipment and materials)
Technical principle: ___The main feature of the Oslo crystallization equipment is that the supersaturation area and the product growth area are respectively set in two places of the crystallizer, and the crystals are fluidized and suspended in the circulating mother liquor flow, providing a favorable condition for crystal growth. On the basis of continuous operation, it can grow into large and uniform crystals, which can be used to produce M.S. Bulk products with a large value and a small C.V. value. The Oslo cooling crystallization equipment consists of three main components: the crystallizer, the heat exchanger, and the circulating pump. The body of the crystallization chamber often has a certain taper, and the upper part has a larger cross-sectional area than the bottom. The hot feed liquid is added before the circulating pump, mixed with the circulating mother liquor and then passes through the cooler, where the solution is cooled to supersaturated but not supersaturated enough to cause spontaneous nucleation. Operating in the mother liquor cycle, the ratio of the circulating liquid volume to the feed volume is approximately 50 to 200 times. The slurry product can be discharged at the bottom of the vessel through a trap set up there. Fine crystals suspended near the clear liquid surface are discharged out of the vessel along with the clear mother liquor through the overflow outlet.
Customized adjustments: ___ _______ (tailored solutions to address customer pain points)
Running effect
Treatment effect: The obtained cobalt sulfate and cobalt chloride crystals have a particle size of 1.5 to 2.5mm ≥85%, and the free water content after centrifugation is ≤1%. (Example: Crystal salt purity ≥97.5%, wastewater discharge up to standard)
Energy consumption performance: The operating power of each set of crystallizers is 72kw, which is equivalent to 48kw per ton of product. _______ (example: 60% more energy-efficient than traditional equipment, 800 yuan in electricity bill per day)
Operational stability: _ two sets of Oslo cooling crystallization units operate continuously for _150 days from commissioning completion to the first maintenance, with one person on duty in the central control room and one person on duty for on-site inspection ________ (example: continuous operation for 300 days without failure, 1-2 people on duty)
Customer benefits: __________ (quantitative + qualitative description, example: energy cost savings of 500,000 yuan per year)
Project Summary
__________ (summarize project highlights, equipment compatibility, and customer benefits)