

MVR evaporator
The MVR evaporator is a highly efficient and energy-saving evaporation and concentration device that compresses and recycles secondary steam through a mechanical compressor. It requires only a small amount of steam to start and consumes electricity during normal operation. It can be customized to adapt to complex working conditions in multiple fields and has the advantages of energy saving, stability, and environmental protection.
Scope of application
Application areas | Core Uses |
Fertilizer | Fertilizer material concentration, crystallization purification to enhance purity and yield, suitable for continuous production |
Inorganic salts | Evaporation crystallization of various inorganic salts, suitable for materials prone to scaling |
Hydrometallurgy | Heavy metal recovery and feed concentration, suitable for highly corrosive conditions |
Fine chemical intermediates | Concentration, solvent recovery purification, low-temperature protection of active ingredients, suitable for high value materials |
Biofermentation | Fermentation broth concentration extraction, low-temperature retention of product activity, in compliance with industry hygiene standards |
Environmentally friendly | Zero discharge of high-salt wastewater concentration, reuse of condensate water, and reduction of hazardous waste disposal costs |
Coal chemical industry | Coal chemical wastewater treatment and resource recovery, suitable for high concentration and high corrosiveness feed liquid |
Petrochemical industry | Refining wastewater treatment, solvent recovery, tolerant to high salt, high oil, high corrosion conditions |
Technical form and material
Technical form | Core Features | Common materials and compatibility |
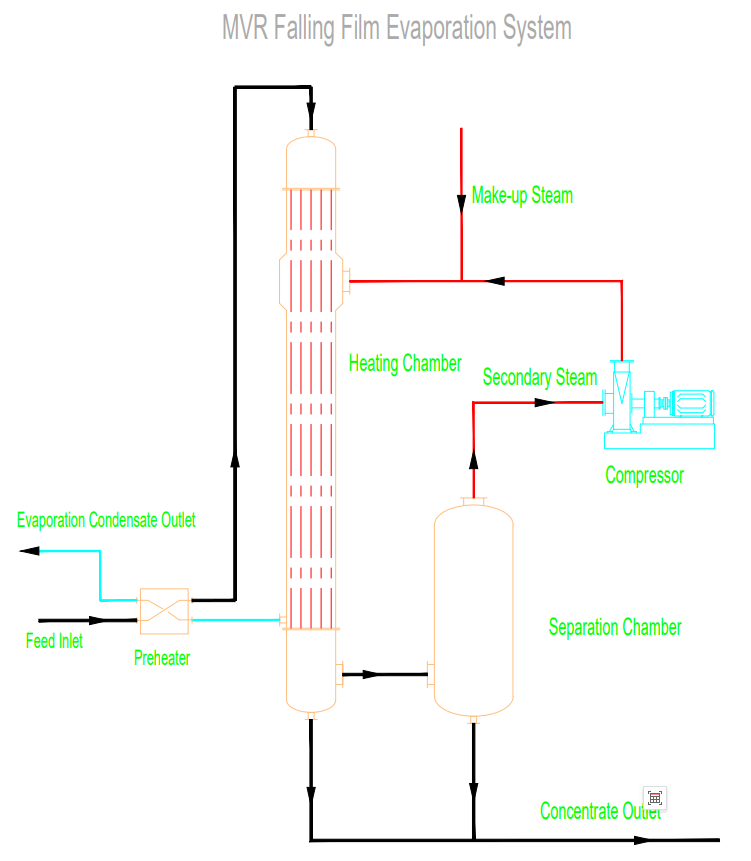
Falling film/rising film | High heat exchange efficiency, short material residence, suitable for low-viscosity, heat-sensitive materials | 304/316L stainless steel (low corrosion), titanium, Hastelloy (extreme corrosion), etc |
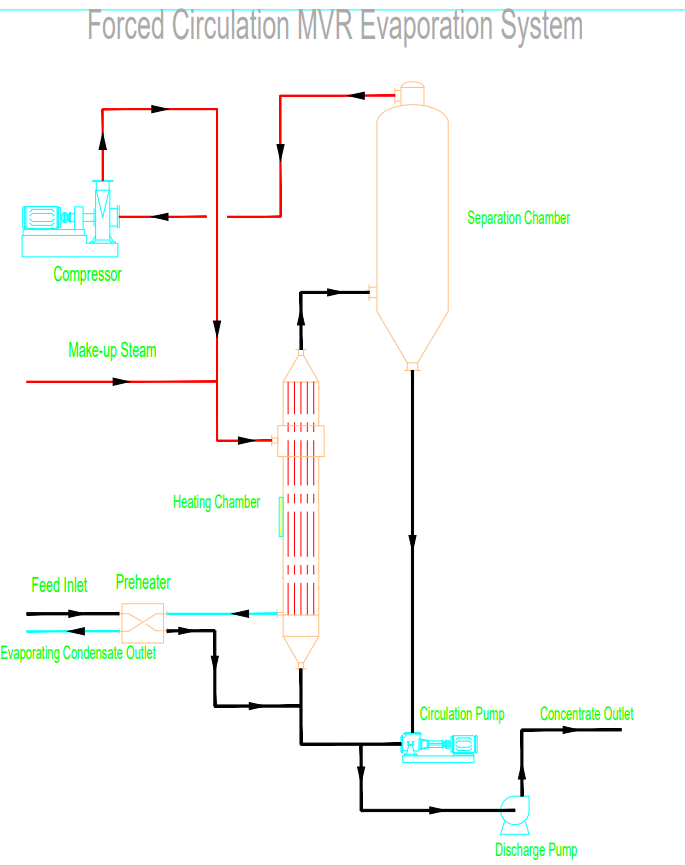
Forced external circulation/natural external circulation | Strong anti-scaling, suitable for high-salt, easily crystallizable materials | 304/316L stainless steel (low corrosion), titanium, Hastelloy (extreme corrosion), etc |
Central recirculation tube type | Compact structure or suitable for complex working conditions, applicable to small batches and high difficulty | 304/316L stainless steel (low corrosion), titanium, Hastelloy (extreme corrosion), etc |
Energy consumption parameters
Project | Core Parameters |
Specific energy consumption (SEC) | 28-50 KWH/ton of water, centrifugal, screw, Roots |
Auxiliary energy consumption | 5 -10 percent of total energy consumption, including circulation pumps, vacuum pumps, etc |
Flow Chart By Type: