

Product Introduction of Multi-Effect Evaporator
The multi-effect evaporator is a traditional high-efficiency evaporation and concentration equipment. The core principle is to use the secondary steam generated by the previous effect as the heat source for the next effect, and transfer and utilize it in sequence to reduce the consumption of primary steam. It is usually divided into 2-5 effects, suitable for medium and large-scale material processing, and has advantages such as maturity and stability, large processing capacity, and suitability for high-salt and high-viscosity working conditions. It is widely used in concentration, crystallization and wastewater treatment in various industries.
1. Scope of application
Application areas | Core Uses |
Fertilizer | Concentrate fertilizer feedstock and crystallize by-products to fit large-scale continuous production and increase capacity |
Inorganic salts | Evaporation crystallization of various inorganic salts, suitable for high concentration feed liquid treatment |
Hydrometallurgy | Concentrate metallurgical feed liquid, recover heavy metals, withstand high corrosion conditions, increase recovery rate |
Fine chemical intermediates | Intermediate concentration, solvent recovery, suitable for medium viscosity materials, ensuring product purity |
Biofermentation | Fermentation broth concentration extraction can be combined with low-temperature effect segments to retain product activity |
Environmentally friendly | High-salt wastewater concentration treatment, suitable for various refractory wastewater, reduces discharge pressure |
Coal chemical industry | Coal chemical wastewater concentration, material recovery, tolerance to high boiling point rise, highly corrosive liquid materials |
Petrochemical industry | Refining and chemical wastewater treatment, solvent recovery, adapted to high salt and high oil conditions, improving resource utilization |
2. Technical forms and materials
Technical form | Core Features | Common materials and compatibility |
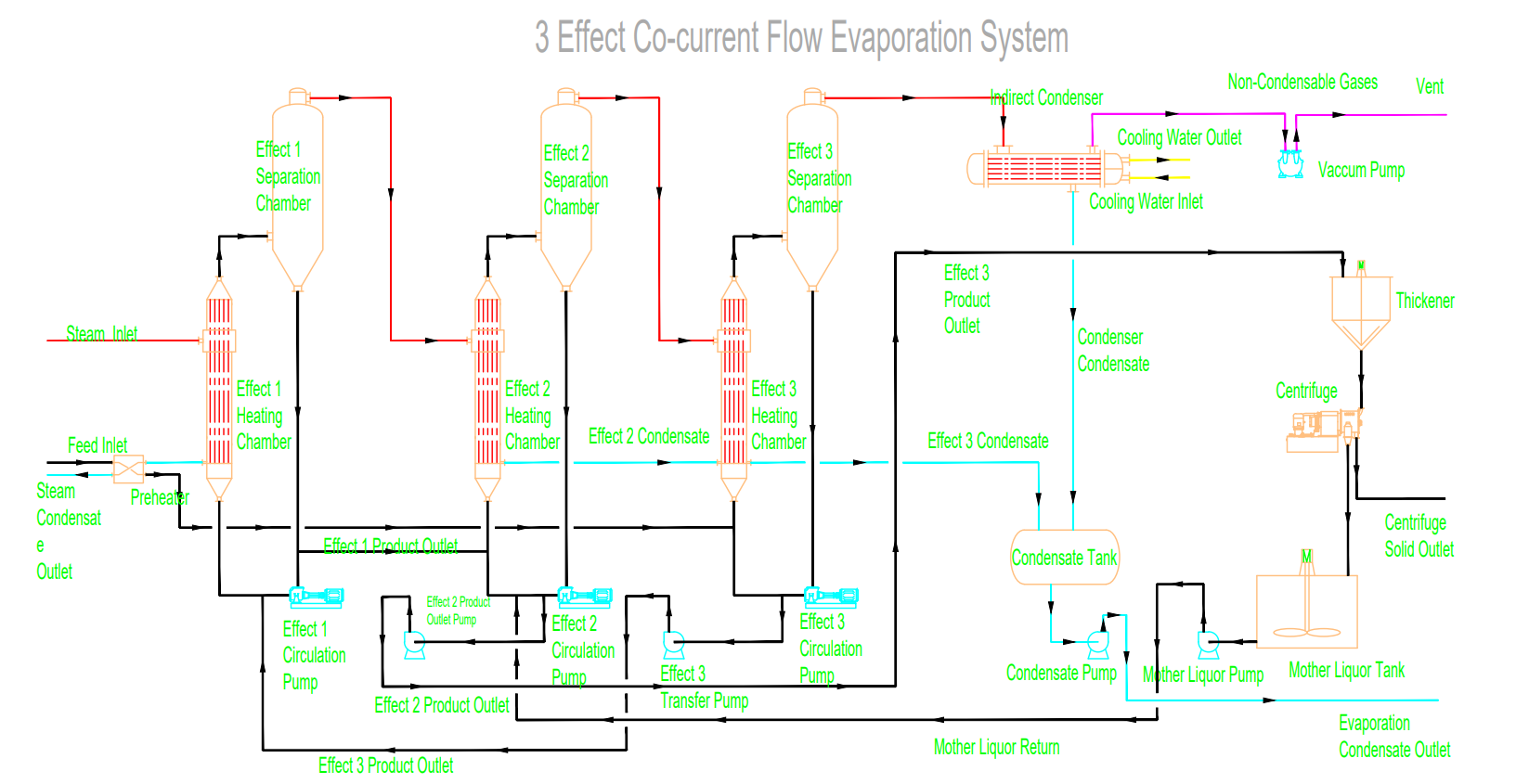
Upflow multi-effect | Easy to operate, low energy consumption, suitable for low-viscosity, low-boiling-point materials | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), |
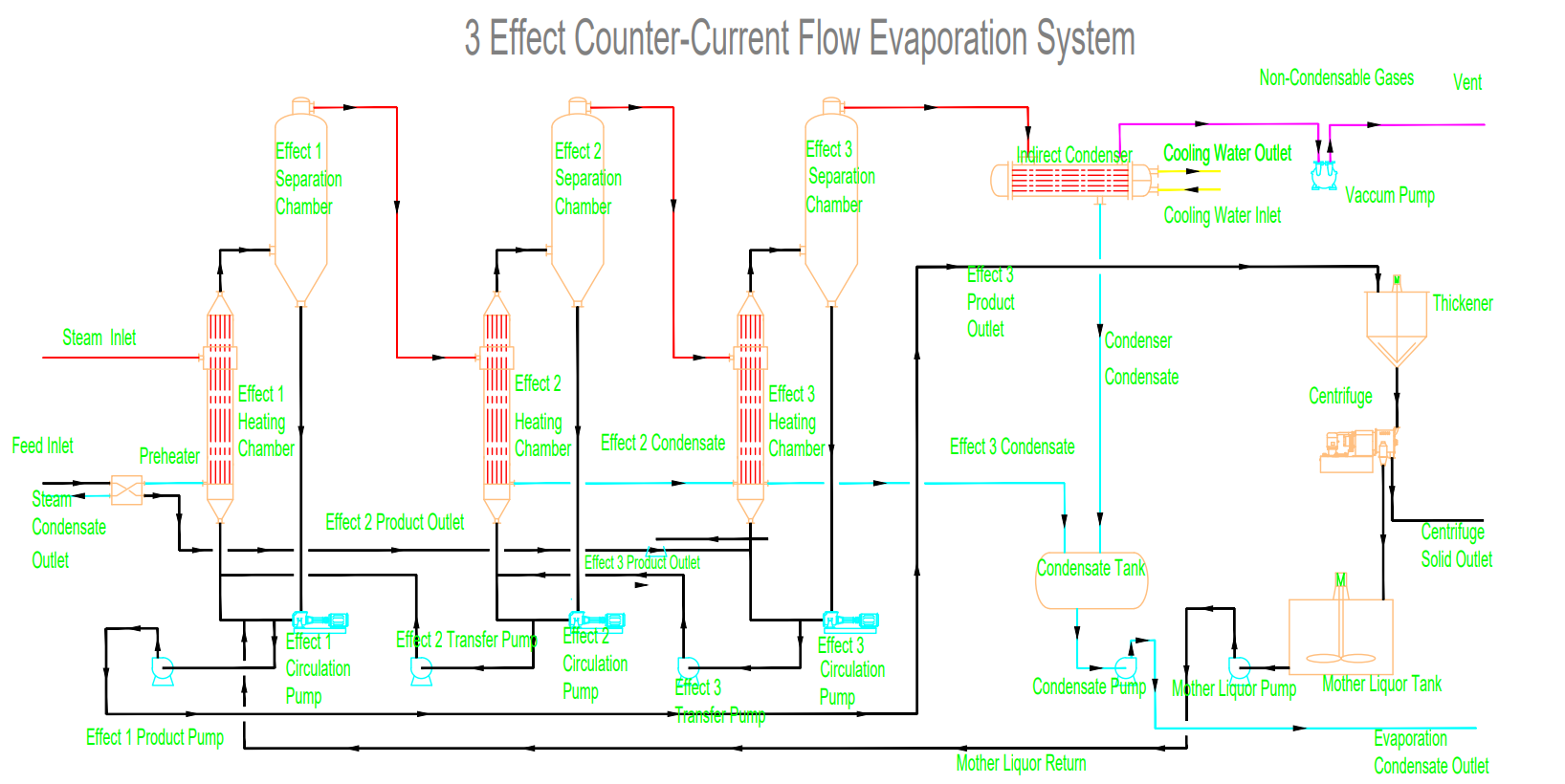
Countercurrent multi-effect | Uniform heat transfer, good anti-scaling, suitable for high salt, high viscosity, high boiling point rise materials | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), |
Cross-flow multi-effect | It is suitable for complex materials, avoids scaling and clogging, operates flexibly and is applicable for small batches | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), |
Iii. Energy Consumption Parameters
Project | Core Parameters |
Steam consumption | 3 effects: ≈0.43t steam/ton of water; 4 effect: ≈0.33 t steam/ton water 5 effects ≈0.28t steam/t water |
Electricity consumption | 5-10kWh per ton of water, mainly for auxiliary equipment such as circulation pumps and vacuum pumps |
Compared with MVR | Low equipment cost, high steam consumption, suitable for factory scenarios with excess steam |
4. Core Advantages and Services
Mature technology, stable operation, large processing capacity, low equipment cost, adaptable to various complex working conditions; We can customize solutions based on customer efficiency requirements and material characteristics, and provide one-stop services including equipment manufacturing, installation and commissioning, and post-operation and maintenance to help enterprises achieve efficient concentration and environmental compliance.
Flow Chart By Type: