

Product Introduction of Multi-Effect TVR Evaporator
The multi-effect TVR (Thermal Vapor Recompression) evaporator is an energy-efficient device that combines multi-effect evaporation with TVR technology. The core principle is to use a steam ejector to compress and heat up part of the secondary steam and mix it with the primary steam as the heat source. Combined with multi-effect series to utilize steam heat, significantly reduce the consumption of primary steam, balance energy efficiency and stability, suitable for medium and large-scale material handling, widely used in concentration, crystallization and wastewater treatment in various industries, the consumption of steam per ton of water evaporation is further reduced compared with multi-effect evaporation.
1. Scope of application
Application areas | Core Uses |
Fertilizer | Fertilizer raw material concentration, by-product crystallization, suitable for multi-effect continuous production, balancing capacity and energy consumption |
Inorganic salts | Evaporation crystallization of various inorganic salts, suitable for high-concentration feed solutions, with outstanding energy-saving effects |
Hydrometallurgy | Concentration of metallurgical feed liquid, recovery of heavy metals, tolerance to high corrosion conditions, multi-effect series to enhance processing efficiency |
Fine chemical intermediates | Intermediate concentration, solvent recovery, suitable for medium viscosity materials, TVR technology reduces heat loss |
Biofermentation | Fermentation broth concentration extraction, multi-effect low-temperature section design, combined with TVR energy saving, product activity retained |
Environmentally friendly | High-salt wastewater concentration treatment, suitable for various refractory wastewater, multi-effect TVR significantly reduces steam consumption |
Coal chemical industry | Coal chemical wastewater concentration, material recovery, tolerance to high boiling point rise, highly corrosive liquid, stable operation |
Petrochemical industry | Refining wastewater treatment, solvent recovery, suitable for high salt and high oil conditions, with efficiency and energy savings |
2. Technical forms and materials
Technical form (multi-effect TVR) | Core Features | Common materials and compatibility |
Multi-effect parallel flow +TVR | Easy to operate, highly energy-efficient, suitable for low-viscosity, low-boiling-point materials, high steam utilization | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), PTFE lining |
Multi-effect countercurrent +TVR | Uniform heat transfer, good anti-scaling, suitable for high-salt, high-viscosity, high-boiling-point materials, stable processing | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), PTFE lining |
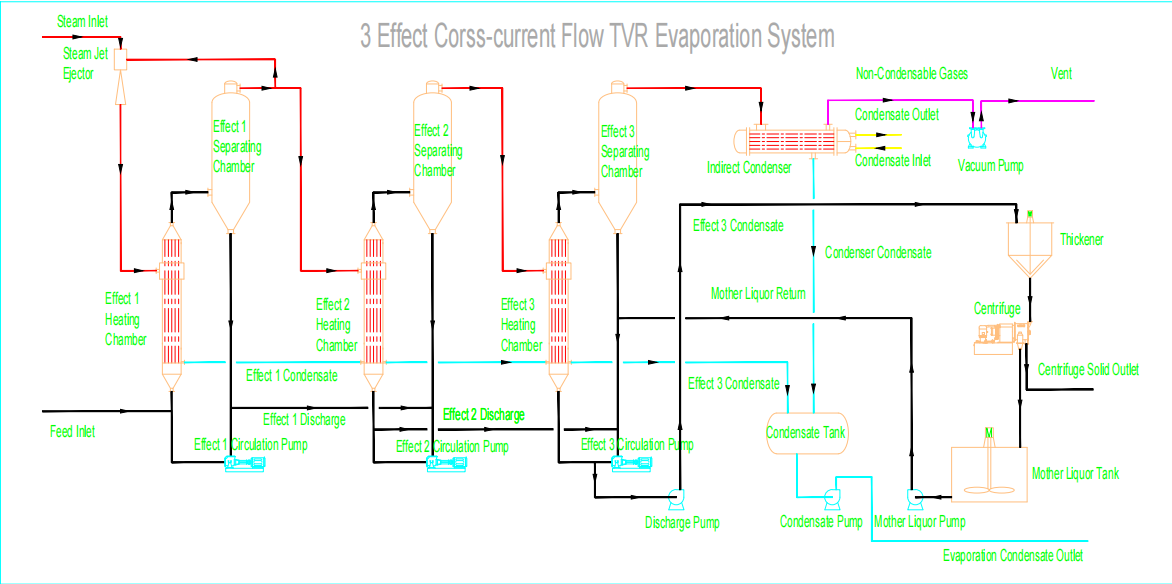
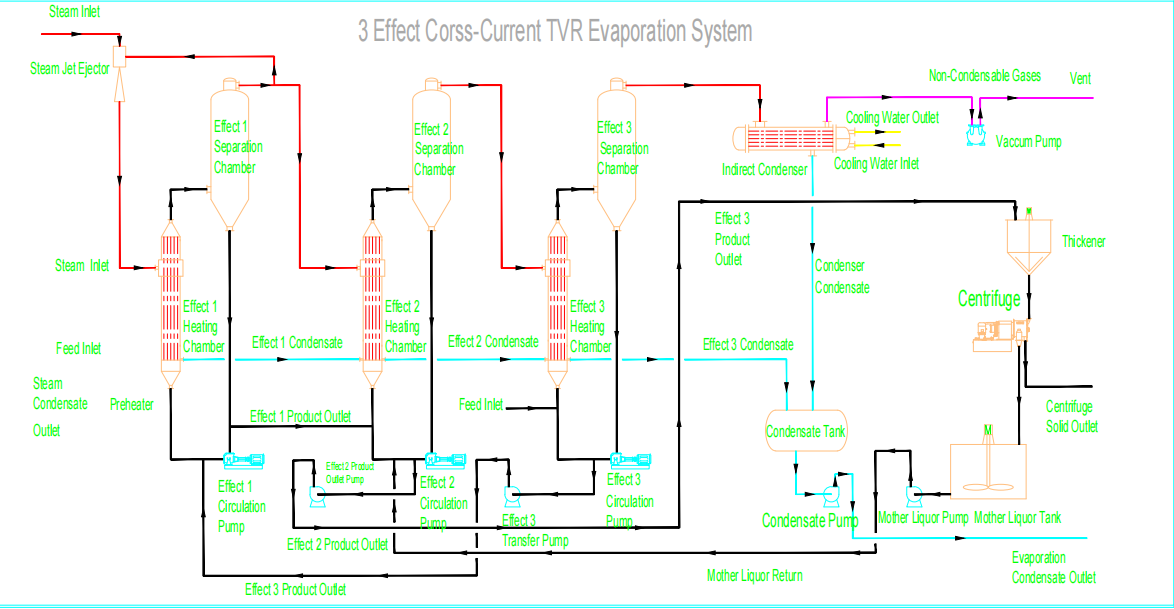
Multi-effect cross-flow +TVR | It is suitable for complex materials, avoids scaling and clogging, operates flexibly, and takes into account energy conservation and compatibility | 304/316L stainless steel (low corrosion), 2205 duplex steel (medium to high corrosion), titanium, Hastelloy (extreme corrosion), PTFE lining |
Iii. Energy Consumption Parameters
Project | Core Parameters (Multi-effect TVR) |
Steam consumption | Save 15%-25% more energy than ordinary multi-effect evaporators |
Electricity consumption | 4-8kWh per ton of water, mainly for circulation pumps, vacuum pumps and auxiliary steam ejectors |
Compared with the same kind | It saves steam compared to ordinary multi-effect devices and costs less than MVR devices, making it suitable for scenarios with abundant steam and a preference for cost-effectiveness |
4. Core Advantages and Services
Energy-efficient, mature technology, stable operation, large processing capacity, cost-effectiveness and compatibility; We can customize multi-effect TVR combinations based on the characteristics of customer materials and provide one-stop services including equipment manufacturing, installation and commissioning, and post-operation and maintenance to help enterprises achieve efficient concentration, energy conservation and emission reduction, and environmental compliance.
Flow Chart By Type: